In the landscape of micro-machining, the Beam Quality Factor, or M2, is frequently cited yet often misunderstood. Ask any laser physicist or optical engineer to name the primary metric for evaluating a system’s processing capability, and the answer will invariably be M2 rather than raw output power. This fundamental characteristic governs spatial coherence and dictates the boundary conditions of all high-precision laser interactions.
Here, we break down why an M2≈1.1 rating represents the definitive competitive edge of Radio Frequency (RF) slab waveguide lasers in high-tolerance manufacturing.
I. Decoding M2: The Physics of Spatial Focusability
In elegant terms, M2 measures how closely a real-world laser beam mirrors a theoretically perfect Gaussian profile. It directly quantifies the beam’s divergence profile and its ultimate focusability under an optical system:
Ideal State (M2=1.0)
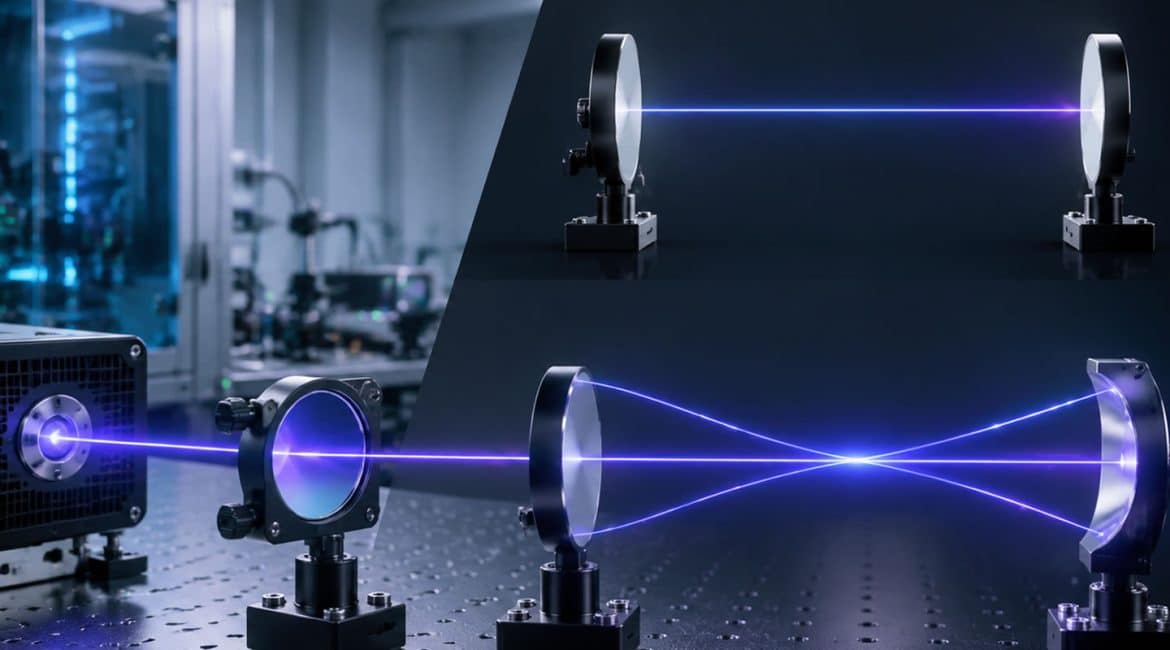
The beam exhibits a flawless fundamental Gaussian (TEM00) mode distribution. It can be focused down to the absolute diffraction limit dictated by physical law—forming a theoretically perfect, razor-sharp “photonic blade.”
Real-World Limits (M2>1.0)
Higher M2 values indicate structural impurities or higher-order modes within the beam cavity. Even under ideal focusing optics, the focal spot remains bloated and spatially distributed, often exhibiting uneven energy density. This blunt “blade” degrades edge definition.
For ultra-precise cutting or micromachining, M2 defines the physical boundary of your processing capabilities. A lower M2 translates directly to a tighter focal spot, dramatically narrowing the kerf (cut width) and enabling the execution of sub-micron architectures.
II. The RF Slab Architecture: Waveguide Mechanics and Diffusion DynamicsThe ability of RF slab lasers to effortlessly maintain a near-perfect M2≈1.1 is a direct result of their unique internal resonator design and thermal management.
- The Slit Waveguide Effect
Unlike traditional cylindrical glass discharge tubes, the resonator cavity of an RF slab laser is bound by two highly polished, parallel metal electrode plates separated by a minute gap. As the laser oscillates, the beam undergoes waveguide propagation along the narrow transverse axis. This physical constraint creates an optical filter that induces massive losses for unwanted higher-order modes, allowing only the pristine TEM00 fundamental mode to propagate stably.
- Turbulence-Free Diffusion Cooling
Thermal lensing—where temperature gradients distort gas density and warp the laser beam—is a common flaw in high-power systems. While traditional architectures rely on fast axial gas circulation via blowers to dump heat, the resulting gas turbulence introduces phase jitters and wavefront distortion.
RF slab technology circumvents this entirely by utilizing the massive surface area of the metal electrode plates as passive heat sinks. Heat generated within the plasma discharge quickly diffuses across the narrow gas gap directly into the water-cooled metal walls. This static cooling method eliminates the need for high-velocity gas flow, keeping the resonant cavity completely undisturbed and ensuring the wavefront stays stable over tens of thousands of operating hours.
III. Unlocking Advanced Micro-Machining Applications
Deploying an output beam with an M2≈1.1 elevates manufacturing limits across several performance vectors:
- Sub-Deflection Focal Spot Sizes: Operators can routinely etch alphanumeric characters that are invisible to the naked eye or isolate dense, highly complex trace pathing on sensitive electronic substrates.
- High-Aspect-Ratio Micro-Grooving: A highly focused spot focuses energy intensely at the center, vastly shrinking the heat-affected zone (HAZ) on thin-film or brittle substrates. This eliminates burrs, structural micro-fractures, and jagged kerfs, delivering mirror-smooth edge finishes.
- Extended Depth of Focus (Rayleigh Range): Because the beam’s divergence angle is exceptionally low, its energy density decays very slowly along the optical axis (z-axis). When cutting thicker technical materials, the taper of the cut walls is virtually eliminated, preventing the common “V-shaped” kerf error.
Industrial Insight
Within high-end manufacturing, an inability to hit micro-tolerances is rarely a failure of raw wattage; it is a symptom of phase degradation. Transitioning an asset from an M2≈2.0 profile to an M2≈1.1 platform introduces an exponential leap in energy concentration. This is an intrinsic physical advantage that cannot be replicated by simply stacking more power onto a lower-quality beam. Spatial purity is the ultimate metric defining the pinnacle of precision machining.